Erodiertechnik
Senkerodieren – Drahterodieren – Bohrerodieren
_ Absolute Genauigkeit

Erodieren bietet höchste Präzision in einer Vielzahl von Werkstoffen – bei perfekter Wiederholgenauigkeit. ETS Erodiertechnik hat über 25 Jahre Erfahrung in der Fertigung von Einzelteilen bis zur Serie.
_ Jede Kontur

Mit der Erodiertechnik sind bei der Herstellung jedweder Formen und Konturen praktisch keine Grenzen gesetzt. Wir bringen auch Ihre Teile perfekt in Form – ob einfach oder Komplex.
Erodiermaschinen bei ETS Erodiertechnik
Bei der ETS Erodiertechnik GmbH kommen je nach Anforderung und Einsatzzweck unterschiedliche CNC-gesteuerte Erodieranlagen zum Draht-, Senk- oder Bohrerodieren zum Einsatz. Durch den vorhandenen Maschinenpark ist die ETS Erodiertechnik GmbH in der Lage, auf praktische jede vom Kunden gestellte Anforderung passend und auftragsgerecht zu reagieren.

Maschine zum Drahterodieren – 'AgieCharmilles CUT 200'
Maximale Verfahrwege 350x220x220 mm
Maximale Konizität 30°
Werkstückgewicht max. 750 kg
Werkstückabmessungen max. 1000x550x220 mm

Maschine zum Drahterodieren – 'AgieCharmilles ROBOFIL 4030 Si'
Maximale Verfahrwege 450x320x162 mm
Konik bis 30° (Höhenabhängig)
Werkstückgewicht max. 800 kg
Erodierdrahtdurchmesser 0,1 bis 0,25 mm
Kleinstmöglicher Innen-Ecken-Radius 0,08 mm
Messauflösung 0,5 µm

Maschine zum Senkerodieren – 'AgieCharmilles ROBOFORM 350'
Maximale Verfahrwege 350x250x300 mm
Tischabmessung 500×400 mm
Werkstückgewicht max. 500 kg
Positioniergenauigkeit 1,0 µm

Maschine zum Bohrerodieren – 'AgieCharmilles DRILL 20'
Maximale Verfahrwege 300x200x300 mm
Werkstückgewicht max. 300 kg
Elektrodendurchmesser 0,3 – 1,5 mm
Bohrtiefe max. 200 mm
Technologieinfo Erodieren
Das Erodieren bzw. Funkenerodieren (kurz EDM von engl. ‚Electrical Discharge Machining‘; auch funkenerosives Bearbeiten, funkenerosives Abtragen (DIN 8580) oder elektroerosives Bearbeiten) ist ein thermisches, abtragendes Fertigungsverfahren für leitfähige Materialien, das auf elektrischen Entladevorgängen (Funken) zwischen einer Elektrode (Werkzeug) und einem leitenden Werkstück beruht.
Elektroerosive Verfahren (kurz: Erodieren) werden zur hochpräzisen Materialbearbeitung genutzt. In der Regel wird das zu bearbeitende, elektrisch leitende Werkstück (häufig Metalle) in einer nicht leitenden Flüssigkeit (Dielektrikum), meist deionisiertes Wasser oder spezielles Öl, bearbeitet. Dazu wird ein ebenfalls elektrisch leitendes Werkzeug in die Nähe des Werkstoffes gebracht, welches gegenüber dem Werkstück eine negative elektrische Spannung (typ. 40 bis 150 V) hat. Dadurch kommt es zu zahlreichen kleinen Entladungen zwischen Werkzeug und Werkstück. Dies führt zu immer wiederkehrenden Funken, die vorrangig vom Werkstück Material abtragen. Auch das Werkzeug wird jedoch erodiert, es muss daher erneuert werden. (Quelle: Wikipedia)
Bei ETS Erodiertechnik kommen Zwei Gattungen des Erodierens zum Einsatz: Drahterodieren und Senkerodieren.
Drahterodieren
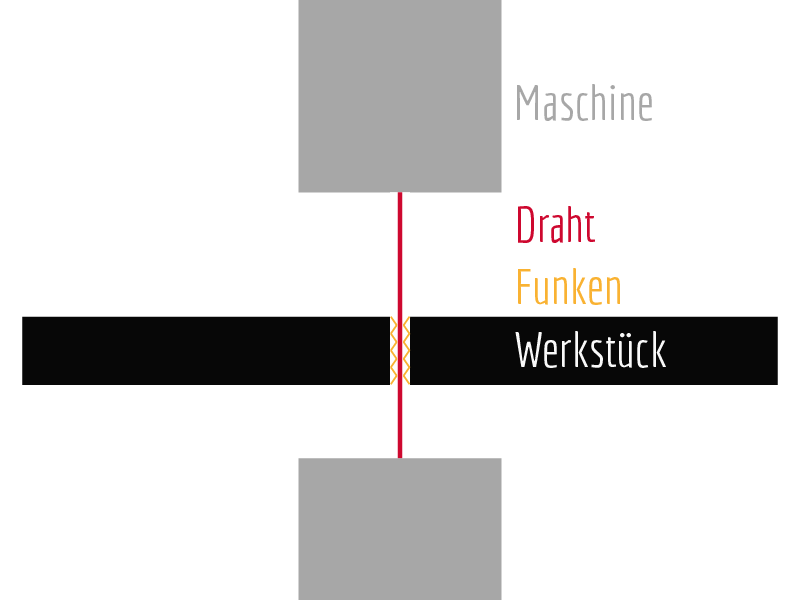
Eine Folge von elektrischen Spannungspulsen erzeugt Funken, die Material vom Werkstück (Anode) auf einen durchlaufenden dünnen Draht (Kathode) sowie in das trennende Medium, das Dielektrikum übertragen.
Mittels Drahterosion lassen sich alle leitenden Materialien unabhängig ihrer Härte bearbeiten. Auch bei großer Materialdicke sind extrem geringe Schnittbreiten möglich.
Die bearbeiteten Konturen sind scharfkantig und erfüllen auch höchste Ansprüche in Bezug auf Maßhaltigkeit und Formgenauigkeit.
Senkerodieren

Die hier notwendige Elektrode (Kathode) hat ungefähr die negative Form des zu bearbeitenden Werkstücks (Anode) und besteht häufig aus Kupfer oder Graphit.
Eine Sonderanwendung des Senkerodierens ist das Bohrerodieren -auch funkenerosives Bohren, Startlochbohren oder Bohrerosion genannt.
Es können alle leitenden Materialien unabhängig von deren Härte bearbeitet werden. Durch koordinierte Drehung der Elektrode mit gleichzeitigem Z-Vorschub können auch Gewinde in harten Materialien erodiert werden.